昆明舞台桁架搭建厂家分析为什么市面上的铝合金舞台桁架更受欢迎?对此,昆明舞台桁架搭建厂家介绍道,铝合金舞台桁架搭建的舞台造型宏伟大气,视觉冲击力强,展会特装搭建、广告公司、展览公司,婚庆公司等的优[详情]

无疑是一项考验专业度与细致度的任务。其中所涉及的注意事项繁多而精,如同织就一张密不透风的网,每个环节都需如履薄冰般小心翼翼,以保整个西安资质延期代办流程的顺利无
概述石油天然气开采中的压力控制难题。压力扫描阀技术解析:介绍针对油气行业的特制压力扫描阀设计。
小红书 App,是年轻人的生活方式平台,每月有超过2亿人在这里分享生活经验,发现真实、美好、多元的世界,找到想要的生活。

下面福州废旧品回收厂家来和大家分享一下介废旧品回收要注意什么? 废旧品回收的管理要注意什么?回收单位应每年至少一次定期进行废旧物资的库存盘点,做到账账、账实相符,并将盘存情况报送主管税务机关。注意配合主管税务机关科学测算、约定废旧物资耗用率。

SMT(表面贴装技术)是一种广泛应用于电子组装的技术,虽然它具有节省空间等优点,但在实际生产过程中,仍然会遇到一些常见的问题。以下是一些SMT贴片过程中常见的问题及其简要分析:
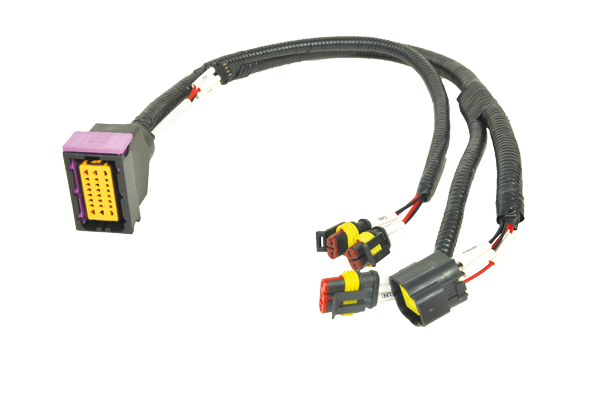
汽车连接器是苏州线束厂家经常接触到的一部分。其功能简单:在电路被阻挡或独立电路之间建立沟通桥梁,使电流流通,使电路实现预定功能。汽车连接器的方式和结构是不断变化的,一般由四个基本结构部件组成,即:外壳(根据类型)、接触部件、附件、绝缘材料。

球墨铸铁沟盖板是一种用于城市基础设施的重要组件,广泛应用于市政工程、道路建设和排水系统等领域。其主要功能不仅是覆盖和保护下方的沟渠、管道,还具有防沉和防盗的特性,确保城市运行

在文旅灯光的打造中,满足景观照明的照度和亮度,这是明视的基本条件,除了在照明设计中应划分照明等级区域,做好色温和亮度的统一标准,匹配令人舒适的光色,在舒适的基础上提升艺术性,照明设计要注意跟周围环境亮度协调。因为当人们看到一个物体时,眼睛的注视范围与物体周围的亮度有关。一般文旅亮化设计要素有哪些?

安装不锈钢旗杆对企业形象的提升具有重要意义。旗杆不仅仅是一个展示企业标志的工具,它所承载的意义远超过外表的装饰。以下是几个方面,说明不锈钢旗杆如何帮助企业提升形象。
当前,一些公司为了提高宣传效果,经常会设计印刷杂志。由于公司缺少专业设计人才,制作公司在设计杂志时通常会联系专业的印刷公司完成。那么,印刷公司印刷杂志并不是难事,通常要把握以下几个重点?

市场上流通的手提水果包装纸箱来看,主要可以分为三种形式:自带提手型、塑料提手型和绳提式型。有三层纸箱、五层纸箱。水果纸箱制作常用300g或350g的灰板纸/白卡纸裱瓦楞纸,纸箱材质的选择决定着沉重、抗压等性能,通常情况下水果包装纸箱提手一般多高?

福州车牌识别系统(License Plate Recognition, LPR)作为智能交通管理的重要组成部分,其规范安装要求对于系统的性能和稳定性至关重要。以下是车牌识别系统的规范安装要求:
重型仓储货架安全使用规则帮助大家正确并安全的使用,很多货架事故就是因为没有遵守安全使用规则下面来详细的看一下。

防雷检测是指为确保建筑物及其周边环境在雷电天气下的安全,对防雷设施和系统进行检查、测试和评估的过程。这项工作在现代社会中变得越来越重要,主要原因可以归纳为以下几点:

铝箔袋是目前较为常用的茶叶袋包装材料之一,由铝箔和聚酯薄膜层复合而成,具有良好的氧隔离性和防湿性,可以有效地保护茶叶的香气和新鲜度。不过,铝箔袋在环保方面存在一定缺陷,使用后回收难度较大。那么茶叶包装袋用什么材质制作比较好?

实验室装修设计是一个复杂且细致的过程,涉及多个学科的知识和技术,尤其是在对所使用材料和产品的选择上,更需严格把控,以确保实验室功能的有效性与安全性。以下是对实验室装修设计中使用产品的主要要求。
不同的主题设计所配套的标识牌也是不一样的。不同主题的标识牌,吸引着全国各地的往来游客,也通过标识牌的主题细节展示,体现了不同酒店的高贵品质。那么,在设计酒店标识牌时,需要考虑哪些方面呢,今天,我们中涵标识就带大家一起来看看。

包头泽润炉顶料罐均压煤气放散回收项目业绩:陕西汉中钢铁炼铁厂2280m3高炉煤气放散回收,包钢稀土钢炼铁厂4150m3高炉煤气放散回收,赤峰中唐特钢两座1580m3高炉煤气放散回收,江苏镔鑫钢铁680m3高炉煤气放散回收,新疆昆仑钢铁1280m3高炉煤气放散回收,内蒙古德晟1260m3高炉均压煤气放散回收等。

中央空调空气处理系统是由风管路、末端装置、空气处理单元和房间等设备组成的系统。中央空调空气处理系统是根据人们的需求,按照一定的比例将新风和回风进行混合组成混风,通过风机将混风输送到空气处理机中的表冷器中。在表冷器中,通过与不断流经表冷器的冷冻水进行热交换,使混风的温度达到人们所需的温度,并通过风机输送到室内。使中央空调末端的房间中的空气湿度、温度、流速等满足人们的需求。
新疆是产棉大省,在此基础上,孕育了较多的化纤绵生产企业与厂家,喷胶棉作为化纤绵行业中重要的产品之一,在新疆喷胶棉生产厂家的各类产品中,都有什么优缺点,厂家销售的都是什么样的喷胶棉呢?
看懂西装面料才能避免踩坑 有多少人在定制西装时踩过坑的麻烦举个爪?都说每个行业的水都很深,对新手来说几乎很难避免踩坑的问题

西洋参颗粒加工成固体饮料是一个结合了传统药材与现代食品加工技术的过程。增强免疫力:西洋参中的人参皂苷成分能够有效增强机体免疫力,提高身体抵抗力。 抗疲劳:西洋参具有抗疲劳的作用,可以减轻身体疲劳感,提高运动耐力。 改善认知功能:西洋参可以促进大脑功能的作用,改善记忆力和注意力,有助于提高学习效率和工作效率。 辅助治疗慢性疾病:西洋参还可以辅助治疗一些慢性疾病,如糖尿病、高血压等,有助于调节血糖和血脂水平。